
5. Manuel nitning
Enkle værktøjer, nem betjening og lav effektivitet
Bruges nogle gange til små komponenter, beslagmøtrikker ogdobbeltsidet forsænket hovednitning

6. Slagnitningsmetoden
Velegnet til forskellige nittestrukturer, selv ikke-åbne og komplekse strukturer, tilbehør kan være i forskellige positioner og tilstande under nitning; Sammenlignet med nitning har det dårlig kvalitet, stabilitet, lav effektivitet og høj støj.
Anvendes til almindelig nitning, stukket nitning med ringrille og stukket nitning med høj forskydningsnitning
7. Positiv nitningsmetoden
Sammenlignet med omvendt nitning har nitning lille deformation, god overfladekvalitet, høj arbejdsintensitet, lav effektivitet, og dens anvendelsesområde er begrænset af strukturen.
Anvendes til forsænket nitning og almindelig nitning med interferenspasning med høje krav til overfladekvalitet til hud

8. Omvendt nitningsmetoden
Bredt anvendelsesområde, let tophåndtag (i forhold til kvaliteten af det almindelige nitte-tophåndtag), i stand til at få dele til at sidde fast, med stor nittedeformation. I alvorlige tilfælde kan der værelokal synkning omkring nittehovedet.
Primært egnet til forsegling af nitning af ikke-åbne strukturelle dele og belagt med fugemasse
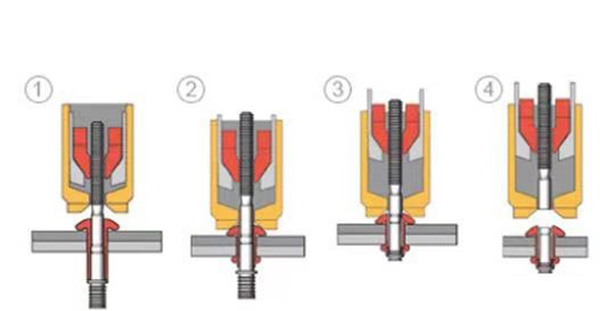
9. Nittemetode
Betjeningen er enkel og effektiv, men nittekvaliteten er ikke stabil nok
Anvendes til enkeltsidet nitning, såsom træknitning med ringrille, nitning med gevindkerne, træknitning med høj forskydningsnitning, gevindnitning med hulnitning, trådtrækning med kerne, træknitning med udbulende kerne osv.
10. Varmnitningsmetoden
Hovedstykket er let at forme og mindre tilbøjeligt til revner, med bedre kvalitet end koldnitning og mere komplekse værktøjer og udstyr. Anvendes til nitning af titanlegeringer
Opslagstidspunkt: 11. dec. 2023